Bending 5mm Aluminium Sheet
The Bending Of Aluminum Sheet With Different Thickness Haomei Aluminium Plate

How To Bend Sheet Metal 13 Steps With Pictures Wikihow
Can You Bend An Aluminum Plate Sheet 5mm Quora

Bending 5 Mm Aluminium Sheet 3003 H26 3005 H24 5052 H34 Mingtai Aluminum

Bending Basics The Fundamentals Of Heavy Bending
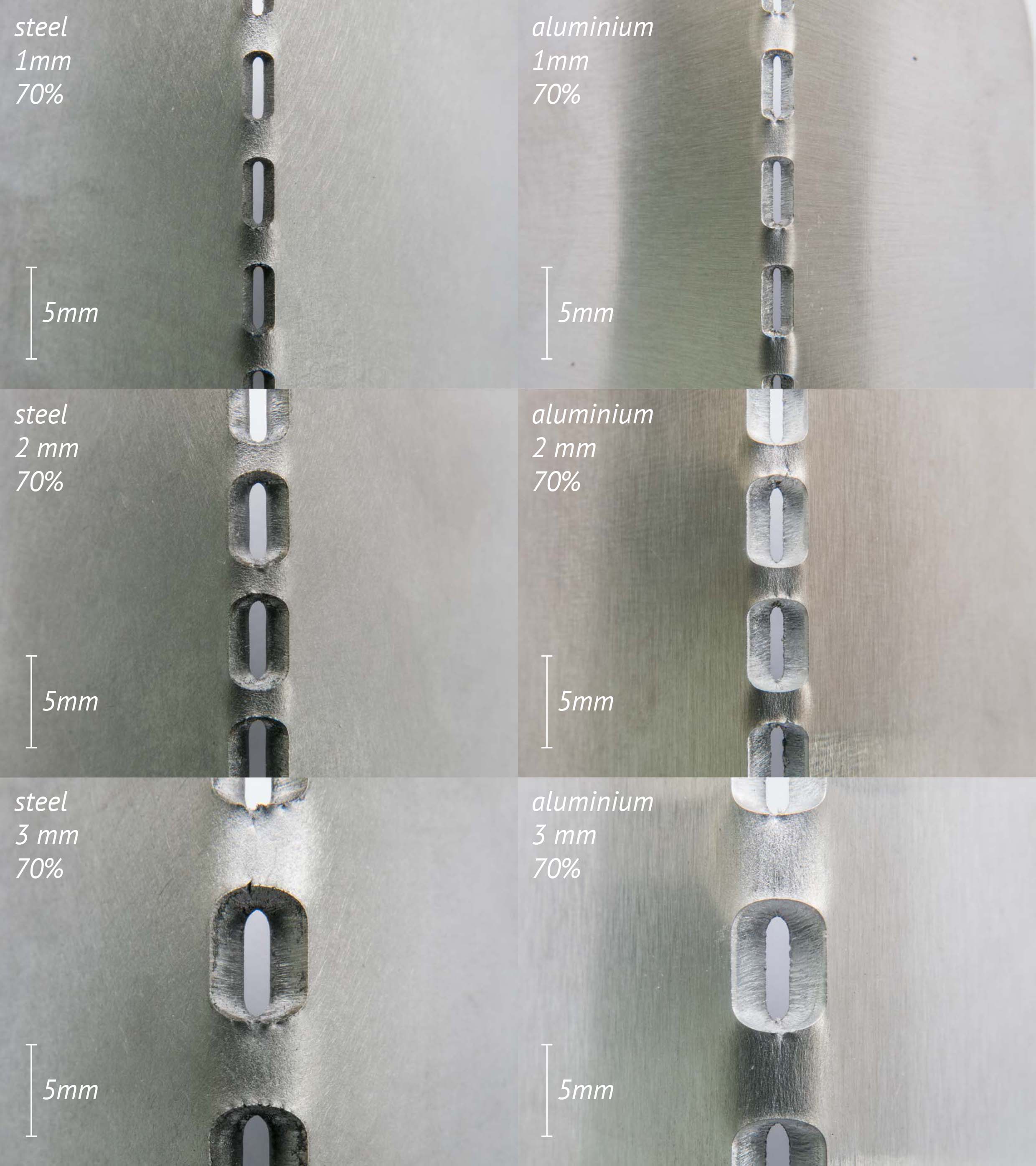
Metal Laser Cutting Fold Aluminium And Steel Sheets Easily

Sheet aluminium can be cut without the need for a guillotine or tin snips which tend to deform the metal.
Bending 5mm aluminium sheet.

Bending Large Aluminium Sheet Without A Brake Building A Car Roof Storage Pod Box 11 Steps With Pictures Instructables

How To Bend Steel Plate Without A Brake Youtube

Which Aluminum Alloy Bends Best Clinton Aluminum

Sheet Metal Design Guide Geomiq
Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Sheet Metal Brake Metal Bending Aluminum Sheet Metal

Here Are The Best Aluminium Alloys For Bending Shapes

Pin By Michael White On Helpful Hints Sheet Metal Bender Metal Working Tools Diy

How To Choose Cut And Bend Sheet Metal Make

Homemade Tools Vice Mounted Press Brake Metal Bender Metal Bender Homemade Tools Homemade Tools Metals

Manual Bending Machine Mb 3150mm Bending Of The Roofing Element Youtube

Aluminium Sheetmetal Bending Forming Product Material Aluminum Alloy Sheet Thickness 1 5mm Siz Aluminum Sheet Metal Sheet Metal Fabrication Metal Bending

Aluminum Diamond Plate Bend Corner Guard Angle Sheet Metal Diamond Plate Corner Guards Aluminum
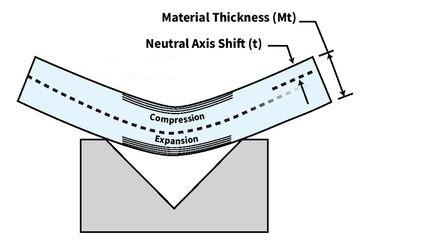
K Factors Y Factors And Press Brake Bending Precision

Custom Link Aluminum Plate 150h350h5mm Ship To Belarus Customization Processing Laser Cutting Bend Aluminum Sheet Aliexpress

2mm 3mm 4mm 5mm 6061 7075 Thin Aluminum Plate 1000 2000 Mm Laser Cutting Bent Oxide Aluminum Alloy Plate Abrasives Aliexpress

Aluminum Sheet Craft Metal All Sizes Fast Shipping

Diy Sheet Metal Box Youtube

Bending Aluminum Sheet Metal Panels Aluminum Louver Shutter Aluminum Sheet Metal Aluminium Cladding Cladding Panels
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctehyw4mfvr5ykrdjzxzhoiaqtkiqp5f Kzdiaydqzbetafkt0u Usqp Cau

This Homemade Bending Tool Makes A Cheaper Alternative For Your Expensive Metal Bending Machines Metal Bending Sheet Metal Bender Metal

New Arrival Zb 100 High Quality Manual Sheet Metal Plate Bending Machine For Iron Copper Aluminum Stainless Steel And So On Plate Bending Machine Bending Machinesheet Metal Bending Machine Aliexpress

Pin On Cnc Bending Sheet Metal Work Components And Projects

Minimum Bending Radius Something To Pay Attention

Manual Steel Plate Bending Machine Desktop Aluminum Sheet Rolling Machine Metal Rolling Processing Machine Hr 320 Aliexpress
Source : pinterest.com
